




Высокадакладныя аптычныя лінейныя энкодэры HD20
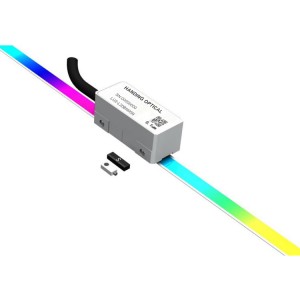
1. Агляд прадукту
Сталёвая стужкавая рашотка - гэтаінструмент для дакладнага вымярэнняпрызначаны для лінейнага і вуглавога пазіцыянавання ў розных галінах прамысловасці. Ён спалучае ў сабе трывалую канструкцыю з перадавой аптычнай тэхналогіяй для высокай дакладнасці і доўгатэрміновай надзейнасці.
2. Асноўныя характарыстыкі
Высокая дакладнасць вымярэнняў з выдатнай паўтаральнасцю.
Трывалы і ўстойлівы да суровых прамысловых умоў.
Падтрымлівае інтэграцыю з сістэмамі аўтаматызацыі і кіравання.
Канструкцыя, якая не патрабуе асаблівага абслугоўвання, для эканамічнай эфектыўнасці
3. Тэхнічныя характарыстыкі
Матэрыял:Высокатрывалая нержавеючая сталь.
Клас дакладнасці:±3 мкм/м або ±5 мкм/м (у залежнасці ад мадэлі).
Максімальная даўжыня:Да 50 метраў (наладжваецца ў залежнасці ад патрабаванняў).
Шырыня:ад 10 мм да 20 мм (у канкрэтных мадэлях можа адрознівацца).
Разрозненне:Сумяшчальны звысокадакладныя аптычныя датчыкі(да 0,01 мкм у залежнасці ад канфігурацыі сістэмы).
Дыяпазон рабочых тэмператур:ад -10°C да 50°C.
Дыяпазон тэмператур захоўвання:ад -20°C да 70°C.
Каэфіцыент цеплавога пашырэння:10,5 × 10⁻⁶ /°C.
Тактавая частата:20 МГц
4. Чарцёж з памерамі
Памеры сталёвай стужкавай рашоткі падрабязна пазначаны ў тэхнічным чарцяжы, дзе пазначана наступнае:
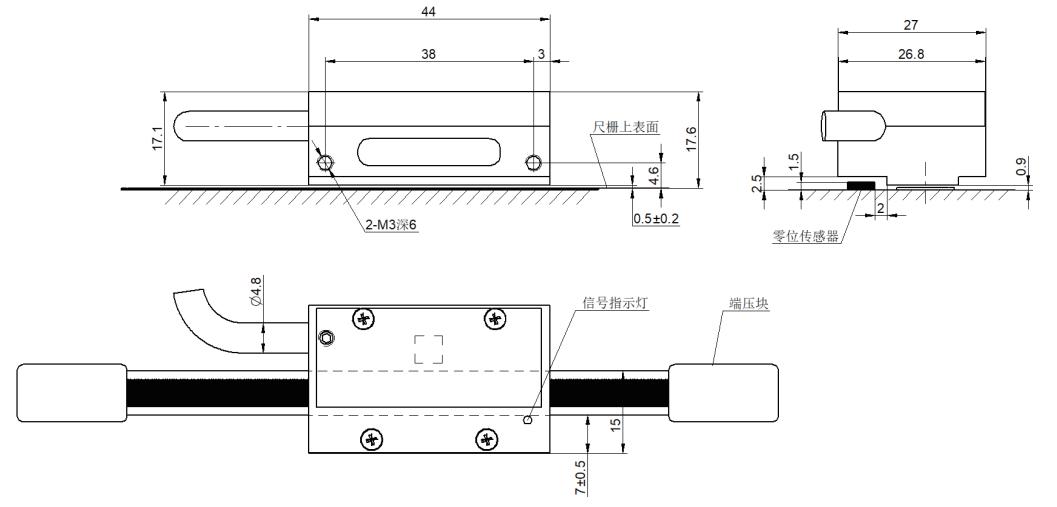
Корпус рашоткі:Даўжыня залежыць ад мадэлі (да 50 метраў); шырыня — ад 10 мм да 20 мм.
Размяшчэнне мантажных адтулін:Дакладна выраўнаваны для бяспечнай і стабільнай усталёўкі.
Таўшчыня:Звычайна ад 0,2 мм да 0,3 мм, у залежнасці ад мадэлі.
5. Падрабязнасці раздыма D-SUB
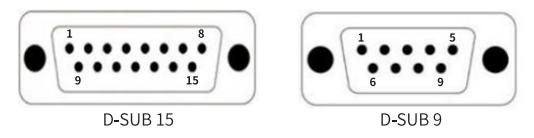
Канфігурацыя кантактаў:
Вывад 1: Блок харчавання (+5 В)
Кантакт 2: Зазямленне (GND)
Вывад 3: Сігнал А
Вывад 4: Сігнал B
Вывад 5: індэксны імпульс (сігнал Z)
Выводы 6–9: зарэзерваваны для карыстальніцкіх канфігурацый.
Тып раздыма:9-кантактны раз'ём D-SUB, мужчынскі або жаночы, у залежнасці ад канструкцыі сістэмы.
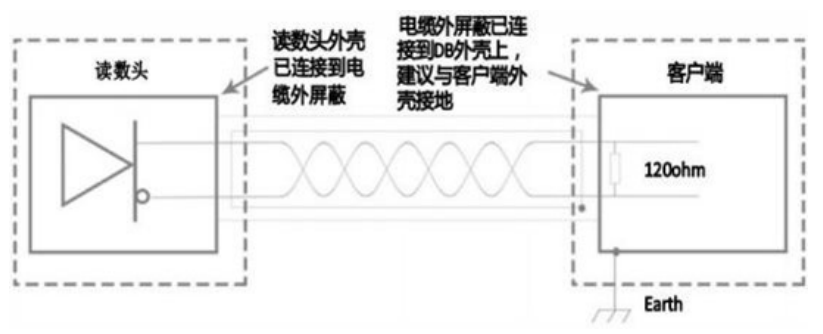
6. Схема электрычнага падключэння
На электрычнай схеме паказаны злучэнні паміж сталёвай стужкавай рашоткай і сістэмным кантролерам:
Блок харчавання:Падключыце лініі +5V і GND да рэгуляванай крыніцы харчавання.
Сігнальныя лініі:Сігнал A, сігнал B і індэксны імпульс павінны быць падключаны да адпаведных уваходаў на блоку кіравання.
Экранаванне:Забяспечце належнае зазямленне экрана кабеля, каб прадухіліць электрамагнітныя перашкоды.
7. Рэкамендацыі па ўсталёўцы
* Пераканайцеся, што паверхня для ўстаноўкі чыстая, роўная і без смецця.
*Для дакладнага пазіцыянавання выкарыстоўвайце рэкамендаваныя мантажныя кранштэйны і інструменты для выраўноўвання.
*Выраўняйце рашотку з воссю вымярэння, пераканаўшыся, што яна не перакручваецца і не выгінаецца.
*Падчас усталёўкі пазбягайце кантакту з забруджвальнымі рэчывамі, такімі як алей або вада.
8. Інструкцыя па эксплуатацыі
*Перад выкарыстаннем пераканайцеся ў правільнасці выраўноўвання і каліброўкі.
*Пазбягайце празмернага прыціскання да рашоткі падчас працы.
*Сачыце за любымі адхіленнямі ў паказаннях і пры неабходнасці перакалібруйце.
9. Тэхнічнае абслугоўванне і ліквідацыя непаладак
Тэхнічнае абслугоўванне:
*Ачысціце паверхню рашоткі мяккай тканінай без ворса і ачышчальнікам на аснове спірту.
*Перыядычна правярайце на наяўнасць фізічных пашкоджанняў або няправільнага выраўноўвання.
* Падцягніце аслабленыя шрубы або заменіце зношаныя кампаненты.
Пошук і ліквідацыя няспраўнасцей:
*У выпадку неадпаведнасці вымярэнняў праверце выраўноўванне і перакалібруйце.
*Пераканайцеся, што аптычныя датчыкі не забруджаныя або не перашкаджаюць ім.
*Калі праблемы не знікнуць, звярніцеся ў службу тэхнічнай падтрымкі.
10. Прыкладанні
Сталёвая стужкавая рашотка звычайна выкарыстоўваецца ў:
*Апрацоўка на станках з ЧПУ і аўтаматызацыя.
*Рабатызаваныя сістэмы пазіцыянавання.
*Дакладныя метралагічныя прыборы.
*Прамысловыя вытворчыя працэсы.




-

Тэлефон
-

Электронная пошта
-

WhatsApp
WhatsApp

-

WeChat

-

Верхняя частка




